Вы здесь
Гальваническая ванна

Гальванические емкости являются ключевым оборудованием в цехах, где выполняется покрытие поверхностей различных деталей. Они обеспечивают безопасное и эффективное проведение процессов гальванизации.
Независимо от особенностей технологического процесса, все ванны должны соответствовать следующим требованиям:
Прочность и герметичность. Объем гальванических ванн может достигать нескольких кубометров электролита, что создает значительные нагрузки на стенки и швы. Емкости должны сохранять герметичность и прочность при эксплуатации, не допуская протечек и деформаций.
Химическая стойкость. Электролиты содержат агрессивные химические вещества, а некоторые процессы проводятся при повышенных температурах. Материал ванн не должен вступать в реакцию с растворами, обеспечивая стабильное нанесение гальванического покрытия в заданных условиях.
Универсальность и удобство эксплуатации. Ванны должны позволять изменять их назначение с минимальными затратами времени и средств в зависимости от технологических требований.
Поддержка технологических параметров. Для разных материалов покрытия и основ гальванизация может выполняться с подогревом и перемешиванием раствора. Емкости должны обеспечивать возможность установки дополнительного оборудования, интеграции с существующими линиями или работы в автономном режиме.
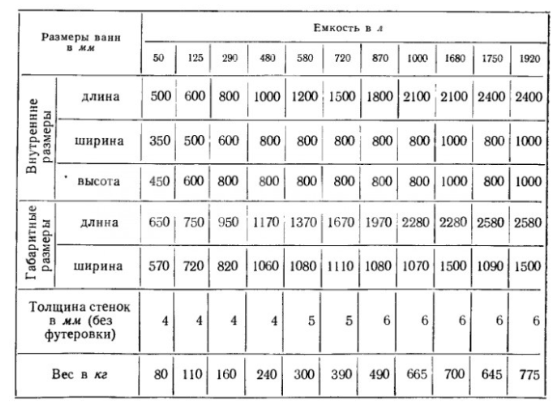
Виды, технические особенности и линейные размеры гальванических ванн регулируются положениями действующего ГОСТа 23738-85.
Стандарт устанавливает шаг изменения длины и высоты в зависимости от объема. Расстояние между полками учитывает особенности деталей и размеры ванн.
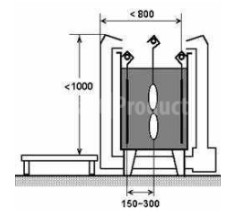
Расстояние между соседними анодами в гальванических ваннах подбирается с учетом размеров и формы покрываемых деталей. Уменьшение расстояния приводит к ухудшению первичного распределения тока, что увеличивает неравномерность покрытия. Высота верхнего края ванны регулируется с учетом типа линии, технических характеристик устанавливаемой арматуры и специального оборудования.
Длина ванны со стороны размещения электродов должна быть кратной ширине подвесок с учетом минимального технологического интервала. За счет этого увеличивается разовая загрузка и повышается рентабельность производства. Дополнительно принимаются во внимание зазоры между водозапорной арматурой, установленной в гальванических ваннах. Если они будут установлены в производственную линию, то в обязательном порядке учитывается расстояние между ними и размеры производственного помещения.
Виды гальванических ванн
Стандарт регламентирует возможные типы и размеры гальванических ванн с учетом их назначения.
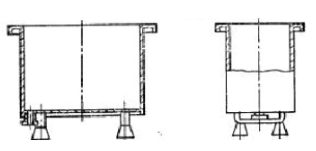
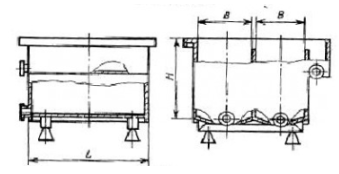
Ванны без карманов
- Исполнение №1. Самая простая конструкция гальванической ванны, наполнение и слив электролита выполняется через верхнюю кромку при помощи подающих насосов или вручную
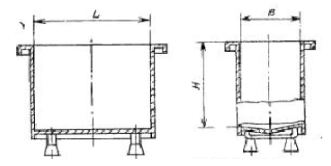
- Исполнение №2. Наполнение и слив раствора из гальванической ванны происходит при помощи патрубка, установленного в нижней части боковой стенки.
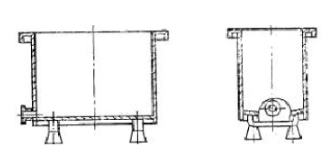
- Исполнение №3. Наполнение и слив раствора из гальванической ванны происходит при помощи патрубка, установленного в днище ванны.
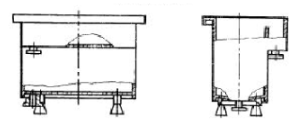
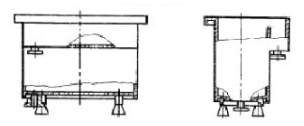
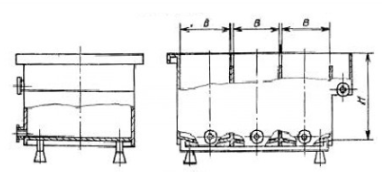
Гальванические ванны с карманом имеют два вида исполнения в зависимости от конкретного месторасположения технологического патрубка.
Патрубок гальванической ванны расположен в боковой части кармана. Арматура слива подключается к стенка кармана с любой стороны в зависимости от размещения.
Патрубок расположен в дне кармана. Нижнее расположение слива обеспечивает максимальную полноту удаление раствора.
Ванны применяются для гальванических процессов, химического и электрохимического обезжиривания, травления, горячей и холодной промывки различных деталей и изделий.
Трехкамерные однокаскадные. Три каскада позволяют повышать качество обработки деталей за одно наполнение ванны.
Карманы гальванической ванны могут располагаться с любой стороны в зависимости от пожеланий заказчика, высота в пределах 10–20% высоты стенки.
Карманы служат для частичного слива загрязненного раствора и исключения перелива электролита при загрузке в емкость крупногабаритных деталей.
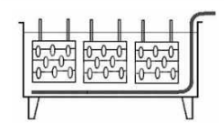
Многокамерные емкости. Более сложные элементы, используются для качественной промывки деталей до и после покрытия. Имеют несколько видов.
Двухкамерные с нижним изливом. За счет каскадного расположения выполняется перелив раствора.
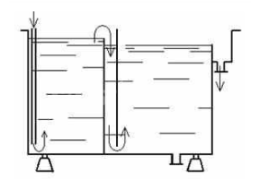
Двухкамерные с боковым изливом. Арматура для излива может подключаться с обеих торцов.
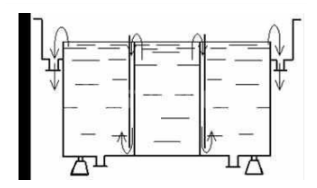
Трехкамерные однокаскадные. Три каскада позволяют повышать качество обработки деталей за одно наполнение ванны.
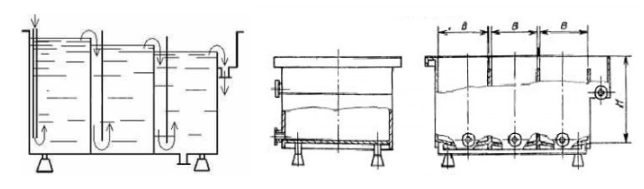
Трехкамерные двухкаскадные. Среднее отделение ванны постоянно очищается от всплывающих загрязнителей.
Четырехкамерные с боковым изливом. Боковой карман служит для накопления излишков раствора во время погружения большого количества деталей.
С нижним изливом. Нижнее расположение излива позволяет экономить пространство помещения – ванны можно располагать ближе друг к другу.
В зависимости от особенностей гальванического производства, детали могут промываться по различным технологиям, за счет чего улучается качество обработки и уменьшается время. Недостаток многокаскадных емкостей – большие размеры, что может вызывать сложности во время монтажа в небольших по площади производственных цехах.
Гальванические ванны могут изготавливаться стандартных размеров или по индивидуальному эскизу потребителей, второй вариант позволяет в максимальной степени учитывать условия цеха и особенности технологии гальваники.
Материалы изготовления гальванических ванн. Для производства емкостей под гальванику может применяться конструкционная сталь, легированная сталь, титан и пластики. Изготовление ванн из полипропилена считается наиболее перспективным и пользуется популярностью среди многих производителей.
Преимущества полипропилена:
- Материал химически инертен. По химическому составу электролиты относятся к агрессивным соединениям гальваники, полипропилен устойчив к большинству кислот, в том числе и при высоких температурах, способен выдержать химический электролиз.
- Сохраняет свои первоначальные показатели прочности при нагреве до +130°С, отлично сопротивляется статическим и динамическим нагрузкам. Кроме того, полипропилен обладает пластичностью, что позволяет ваннам возвращаться к первоначальной геометрии после снятия нагрузки.
- Не впитывает растворы. Очень важный фактор при подготовке емкости под новый электролит, поверхности легко очищаются от остатков старого раствора.
- Технологичность. При необходимости возможна установка дополнительного оборудования
Технические условия отвечают положениям ГОСТ 26996-86, для повышения качества используются различные добавки. За счет добавок увеличивается устойчивость материала к термоокислительному и фотоокислительному старению, повышаются максимальные температуры нагрева.
Алгоритм проектирования и производства гальванических ванн. Изготовление гальванических ванн начинается с изучения технического задания и выбора конкретной марки материала. Выполняется анализ исходных условий и технических возможностей изготовителя.
Назад к списку

